 +49 4122 922 - 0
+49 4122 922 - 0  info@helling.de
info@helling.de  Mo. - Do. : 8:00 - 16:30 Fr. : 8:00 - 13:00
Mo. - Do. : 8:00 - 16:30 Fr. : 8:00 - 13:00


PT Eindringprüfung
Verfahren der Eindringprüfung
PT, penetrant testing, Penetrier-, Kapillar-, Saugverfahren, fluoreszierende und Farbeindringprüfung
Die Eindringprüfung ist einfach anzuwenden. Sie ist ein Verfahren der zerstörungsfreien Materialprüfung, das weder Wasser- noch Stromanschluss benötigt. Eingesetzt werden Eindringmittel, die eine niedrige Oberflächenspannung und hohe Kapillarwirkung aufweisen. Dadurch können sie leicht in Öffnungen der Prüfteiloberfläche eindringen. Oberflächenporen oder feine Risse mit Spaltbreiten im µm-Bereich (≥ 25 µm) können detektiert werden.
Typische Anzeigen, die mit der Eindringprüfung nachgewiesen werden können, sind:
- Kaltrisse, Warmrisse, Schleifrisse
- Poren und Porennester
- Schwammiges Gefüge
- Spannungsrisskorrosionen
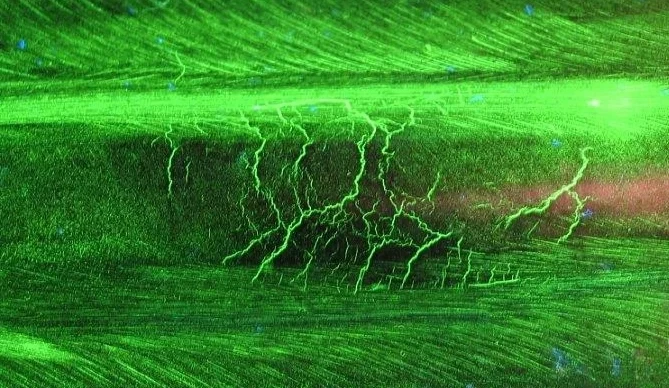
Oberflächenrissprüfung mit der fluoreszierenden Eindringprüfung: Rissanzeigen werden unter UV-Bestrahlung sichtbar.
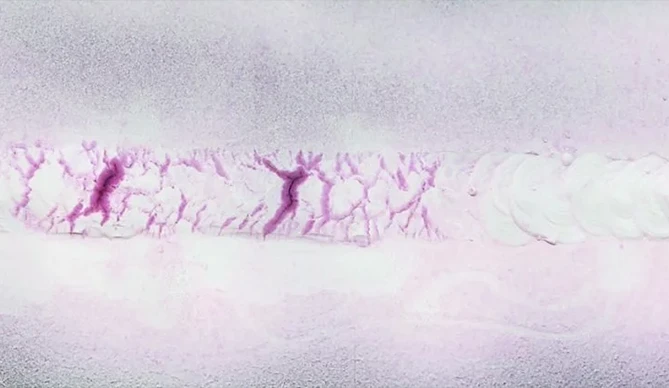
Schweißnahtprüfung mit der Farbeindringprüfung, dem Rot-Weiß-Verfahren: Rissanzeigen auf einer Schweißnaht.
Je nachdem, welches Eindringmittel (Penetrant) eingesetzt wird, unterscheidet man drei Verfahren:
- Farbeindringprüfung (Penetrant Typ II, gemäß DIN EN ISO 3452 Teil 1)
- Fluoreszierende Eindringprüfung (Penetrant Typ I)
- Fluoreszierende Farbeindringprüfung (Penetrant Typ III)
Hier finden Sie fluoreszierende und farbige Eindringmittel, Reiniger und Entwickler für die Eindringprüfung
Eindringprüfmittelsysteme
Die Grundlagennorm für die Eindringprüfung DIN EN ISO 3452 Teil 1 beschreibt ausführlich die Durchführung der Eindringprüfung mit den verschiedenen Prüfmittelsystemen.
Die Prüfsysteme für die Eindringprüfung sind klassifiziert durch
- Typ des Penetrants
- Verfahren der Reinigung
- Form der Entwicklung
Fluoreszierende Eindringsysteme werden außerdem nach Empfindlichkeitsklassen beginnend bei ½ (unempfindlich) bis 4 (extrem hochempfindlich) klassifiziert.
Bei Farbeindringsystemen und fluoreszierenden Farbeindringsystemen gibt es zwei Empfindlichkeitsklassen:
| Empfindlichkeitsklasse 1 | normal |
| Empfindlichkeitsklasse 2 | hochempfindlich |
Hier der Überblick über die Prüfmittel nach DIN EN ISO 3452 Teil 2:

Prozessschritte der Farbeindringprüfung
Im Folgenden werden die wesentlichen Arbeitsschritte bei der Durchführung der Farbeindringprüfung nach dem Rot-Weiß-Verfahren dargestellt. Es wird ein Naßentwickler auf Lösemittelbasis (Form e) eingesetzt.
(1) Vorreinigung

Mechanische Vorreinigung – Bürsten, Schleifen, Strahlen
Durch die Vorreinigung wird sichergestellt, dass die Oberfläche des Prüfteils frei von Verunreinigungen ist. Verunreinigungen können z.B. sein: Rost, Fett oder Zunder. Eventuell vorhandene Anzeigen werden so für das Eindringen des Penetrants zugänglich gemacht. Vorgereinigt werden kann:
- mechanisch - z.B. Bürsten, Schleifen, Strahlen
- chemisch durch Reinigungsmittel, wobei diese nach der Reinigung von der Oberfläche entfernt werden müssen
(2) Aufbringen des Eindringmittels (Penetrieren)

Penetrieren – gleichmäßiges Aufbringen des farbigen (oder fluoreszierenden) Eindringmittels (Penetrants)
Das Eindringmittel wird auf die trockene zu prüfende Oberfläche gesprüht. Das Penetrant kann auch mit dem Pinsel aufgetragen werden. Oder das Prüfstück wird mit dem Penetrant übergossen oder in das Eindringmittel getaucht. Dabei kann die Eindringdauer 5-60 Minuten betragen. Das hängt von den Prüfbedingungen (z.B. der Temperatur) und dem Werkstoff ab.
(3) Zwischenreinigung

Entfernen des überschüssigen Eindringmittels, z.B. mit einem Schwamm
Bei der Zwischenreinigung wird das überschüssige Eindringmittel nach der vorgegebenen Eindringzeit vorsichtig von der Püfoberfläche entfernt. Dazu wird ein faserfreies Tuch oder ein Schwamm verwendet. Die Prüfoberfläche wird sorgfältig auf Rückstände untersucht.
(4) Trocknen

Trocknen der Prüfoberfläche mit bewegter Luft
Bevor der Entwickler aufgetragen werden kann, muss die Prüfoberfläche trocken sein (außer bei Einsatz eines Entwicklers auf Wasserbasis, Form b und c). Das erreicht man durch:
- Abwischen mit einem trockenen fusselfreien Tuch
- Verdunsten
- Zwangsbelüftung (z.B. Fön, Druckluft)
(5) Auftragen des Entwicklers

Gleichmäßiges Aufsprühen des weißen Entwicklers
Der Entwickler wird gleichmäßig auf die Prüffläche aufgetragen. Es entsteht eine dünne, homogene, weiße Schicht. Diese sorgt dafür, dass das in den Oberflächenöffnungen verbliebene Penetrant herausgesaugt wird.
(6) Inspektion

Inspektion der Prüfoberfläche, Anzeigen „bluten“ aus
Umgehend nach Auftrag des Entwicklers wird die Prüfoberfläche in den vorgegebenen Inspektionsintervallen untersucht. Dabei werden die geforderten Betrachtungsbedingungen (siehe DIN EN ISO 3059, ASTM E1417 oder Kundenspezifikation) eingehalten.
Das Prüfergebnis und die Prüfbedingungen werden durch das Prüfpersonal im Prüfprotokoll dokumentiert. Je nach Prüfanweisung oder Spezifikation werden Fotos oder Videoaufnahmen erstellt.
PT-Prüfanlagen
Prüfanlagen für die Eindringprüfung werden nach Spezifikation des Kunden individuell im HELLING Zentrum für Technik entwickelt.

Die "Blaue Halle" - HELLING Zentrum für Technik
PT-Prüfanlagen bestehen überwiegend aus rostfreiem Stahl. Steuerungssysteme werden von namhaften Herstellern gefertigt.
Eine Anlage setzt sich z.B. aus folgenden Prozessstationen zusammen:
- Vorreinigen
- Waschen
- Trocknen → bei bis zu 100 °C
- Abkühlen → auf bis zu 40 °C
- Penetrieren
- Abwaschen
- Emulgieren
- Nachwaschen
- Trocknen → bei 60 °C
- Auftragen des Entwicklers
- Inspektion

Oberflächenrissprüfung mit der fluoreszierenden Eindringprüfung: Rissanzeigen werden unter UV-Bestrahlung sichtbar.

Schweißnahtprüfung mit der Farbeindringprüfung, dem Rot-Weiß-Verfahren: Rissanzeigen auf einer Schweißnaht.
HELLING Prüfanlagen für die Eindringprüfung erfüllen die Anforderungen der folgenden Regelwerke:
- DIN EN ISO 3452-1
- SAE AMS 2644
- ASTM E1417
Europäische Vorschriften bezüglich Arbeitsschutz und Betriebssicherheit sowie Ergonomie werden selbstverständlich eingehalten.
PT-Anlagen für die Eindringprüfung, gefertigt nach Kundenspezifikation und internationalen Regelwerken
Vorteile und Nachteile der Eindringprüfung
Die Vorteile der fluoreszierenden Eindringprüfung und der Farbeindringprüfung sind:
- Die Eindringprüfung ist ein einfach anzuwendendes und empfindliches Verfahren für die Oberflächenrissprüfung vor Ort; Risse <1 µm sind detektierbar.
- Sehr breiter Einsatzbereich, da die Anwendung unabhängig von der Form und der Größe der Prüfteile ist.
- Es können schnell große Bereiche überprüft werden.
- Die Eindringprüfung ist gut geeignet sowohl für Einzelteilprüfungen als auch für Serienprüfungen.
- Das Verfahren ist kostengünstig (geringer Prüfmittelaufwand, keine Versorgung mit Strom oder Wasser erforderlich).
- Der Prüfablauf ist automatisierbar.
- Recht einfacher Schulungsaufwand.
Die Nachteile sind:
- Nur zur Oberfläche hin offene Materialtrennungen können detektiert werden.
- Der Prüfbereich muss zugänglich sein.
- Die Prüfdurchführung ist relativ zeitaufwendig.
- Eine Fehlertiefenaussage ist nicht möglich.
- Die Oberfläche muss gereinigt werden; galvanische und Farbschichten müssen entfernt werden.
- PT-Prüfanlagen bedeuten in der Anschaffung eine hohe Investition.
Welche Anforderungen werden an das Prüfpersonal gestellt ?
Für die normgerechte Durchführung von Eindringprüfungen wird meist nach DIN EN ISO 9712 geschultes und zertifiziertes Stufe 1 oder Stufe 2 Prüfpersonal gefordert. Entsprechende Schulungen nach DIN EN ISO 9712 werden z.B. im DGZfP Ausbildungszentrum Hamburg/Helling angeboten.
Das dreistufige Qualifizierungssystem unterscheidet den:
Stufe 1 Prüfer:
Der Stufe 1 Prüfer ist qualifiziert, ZfP-Arbeiten nach Prüfanweisung unter Aufsicht von Stufe 2 oder Stufe 3 Personal durchzuführen.
Nicht dazu gehören:
- Auswahl der Prüfverfahren und Prüftechnik
- Selbständige Bewertung der Prüfergebnisse
Stufe 2 Prüfer:
Der Stufe 2 Prüfer ist qualifiziert, zerstörungsfreie Prüfungen nach aufgestellten oder allgemein anerkannten Verfahrensweisen durchzuführen und zu leiten.
Stufe 3 Prüfer:
Der Stufe 3 Prüfer ist qualifiziert, jede ZfP-Tätigkeit zu leiten, für die der Stufe 3 Prüfer zertifiziert wurde.
ZfP-Lehrgänge und weitere Informationen zur Qualifizierung und Zertifizierung von ZfP-Personal