 +49 4122 922 - 0
+49 4122 922 - 0  info@helling.de
info@helling.de  Mo. - Do. : 8:00 - 16:30 Fr. : 8:00 - 13:00
Mo. - Do. : 8:00 - 16:30 Fr. : 8:00 - 13:00


MT Magnetpulverprüfung
Inhalt

HELLMAG Rissprüfbank, ideal geeignet für Kleinserienprüfungen oder die praxisgerechte Prüfung im Schulungsbereich
Wie funktioniert die Magnetpulverprüfung?
Die Magnetpulverprüfung (MT, magnetic particle testing) – auch MP-Prüfung oder Fluxen genannt – ist ein einfaches, aber empfindliches zerstörungsfreies Prüfverfahren (Oberflächenrissprüfung). Nachgewiesen werden können Unregelmäßigkeiten an der Oberfläche ferromagnetischer Werkstoffe mit einer relativen Permeabilität µr >100. Bei den ferromagentische Werkstoffen handelt es sich z.B. um Eisen, Kobalt und Nickel sowie um deren Legierungen. Auch oberflächennahe Unregelmäßigkeiten können nachgewiesen werden. Die Tiefe nachweisbarer Fehler hängt von der Art des eingesetzten Feldes ab:
- Wechselfeld – nachweisbare Fehlertiefe ca. 1 – 2 mm
- Gleichfeld – nachweisbare Fehlertiefe ca. 2 – 3 mm
Die Magnetpulverprüfung nutzt dabei die Entstehung von Streuflüssen. Dieser Effekt wird durch Magnetisierung eines ferromagnetischen Werkstoffes über einer flächigen Materialtrennungen (z.B. über einem Riss, s. Abb. unten) erzeugt. Streuflüsse entstehen, wenn die Materialtrennung eine flächige Ausdehnung senkrecht zur Richtung der Feldlinien hat.
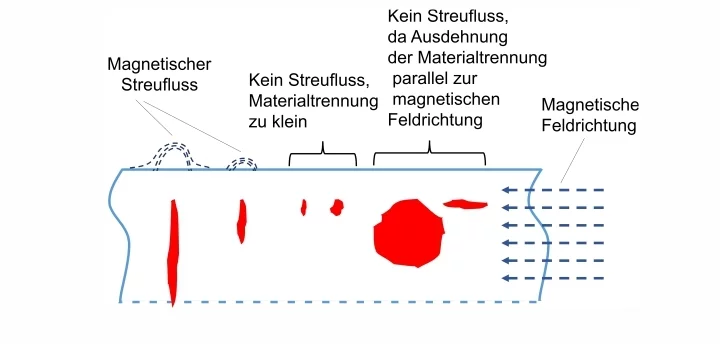
Grenzen der Fehleranzeige in Abhängigkeit von Fehlerform, Fehlergröße und Ausdehnungsrichtung in Bezug auf die magnetische Feldrichtung
Der Streufluss zieht die ferromagnetischen Partikel, die in der Magnetpulversuspension verteilt sind, an. Diese häufen sich dann über den Materialtrennungen an.
Vor Durchführung einer Magnetpulverprüfung wird die Oberfläche des Prüfobjekts zunächst gereinigt und danach magnetisiert.
Womit wird ein Werkstoff magnetisiert ?
Magnetisierungsgeräte
Zur Magnetisierung von Bauteilen gibt es Jochmagnete oder Kreuzjoche, z.B. für die Magnetpulverprüfung an Schweißnähten.

Handliche Handjochmagnete werden auf die zu prüfende Oberfläche aufgesetzt. Da die Feldlinien von einem Pol zum anderen verlaufen, können Anzeigen, deren flächige Ausdehnung quer zu den Feldlinien verläuft, angezeigt werden. Um Anzeigen in allen Ausdehnungsrichtungen anzeigen zu können, muss zweimal - um 90° versetzt - magnetisiert werden.

Das mobile Kreuzjoch besteht aus zwei Wechselstromjochen, die einen rotierenden Magnetisierungsvektor erzeugen. Seine Feldstärke ist in allen Richtungen gleich. Mit dieser Magnetisierungstechnik können Oberflächenfehler unabhängig von ihrer Ausdehnungsrichtung mit einem Magnetisierungsvorgang angezeigt werden.
Handjochmagnete und Kreuzjoche für die Magnetisierung
Magnetisierungsanlagen
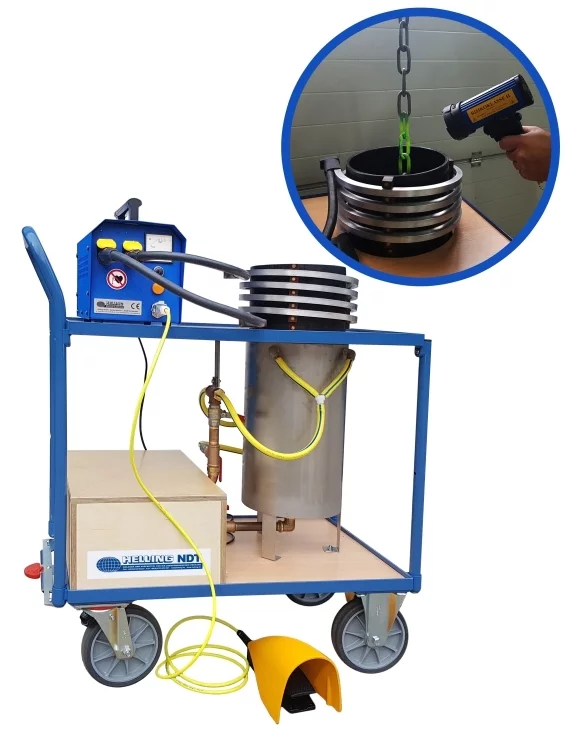
Im HELLING Zentrum für Technik werden die unterschiedlichsten komplexen Anlagen konzipiert und gefertigt; dazu gehören leistungsstarke Magnetisierungsbänke in verschiedenen Größen, z.B. für die Serienprüfung von Bauteilen oder für praxisgerechte Ausbildungszwecke.
Weiterhin werden an die zu prüfenden Bauteile angepasste Prüfanlagen entwickelt. Dazu gehören z.B.
mobile Kettenprüfeinrichtungen zur Prüfung von Anschlagketten (HellChain)
Radsatzprüfanlagen für die kombinierte Magnetpulverprüfung von Radsatzachse und Radsatz (ROD-A-MAT)
Kettenprüfeinrichtung – Prüfen von Anschlagketten gemäß BetrSichV und DIN 685-5 mit der fluoreszierenden Magnetpulverprüfung

Radsatzprüfanlage ROD-A-MAT zur kombinierten fluoreszierenden Magnetpulverprüfung von Radsatzachse und Radsatzräder durch Einsatz von einer Halb-/Segmentspule sowie einer Trapezspule
Prüfbänke und Magnetisierungsanlagen für die Magnetisierung bestimmter Bauteile, z.B. Radsätze, Anschlagketten, …
Welche Verfahren der Magnetpulverprüfung gibt es?
Je nachdem, welches Prüfmittel (Magnetpulversuspension) eingesetzt wird, unterscheidet man folgende Verfahren bei der Magnetpulverprüfung:
- Schwarz-Weiß-Verfahren (schwarze Magnetpulversuspension, weiße Untergrundfarbe)
- Fluoreszierende Magnetpulverprüfung (auch Fluxprüfung, Fluxen genannt; fluoreszierende Magnetpulversuspension, ggf. weiße Untergrundfarbe und UV-Bestrahlung)

Oberflächenrissprüfung mit der Magnetpulverprüfung mit einer fluoreszierenden Magnetpulversuspension

Schweißnahtprüfung mit dem Schwarz-Weiß-Verfahren (weißer Untergrund und schwarze Magnetpulversuspension)
Fluoreszierende und farbige Magnetpulversuspensionen auf Wasser- oder Ölbasis, Reiniger und Untergrundfarbe
Der MT-Prüfkoffer
Der HELLING MT-Prüfkoffer enthält die für eine normgerechte Durchführung der farbigen oder fluoreszierenden Magnetpulverprüfung notwendigen Prüfmittel wie:
- Prüfgerät (Handmagnetisierungsjoch)
- Prüfmittel (Magnetpulvertsuspension, Untergrundfarbe und Spezial-Reiniger)
- Messgeräte (Beleuchtungs- und Bestrahlungsstärke-Messgerät, Feldstärkemessgerät)
- Test- und Vergleichskörper
- diverse Hilfsmittel
Der HELLING MT-Prüfkoffer wurde für MT-Prüfer und Inspektoren zusammengestellt. Er eignet sich auch hervorragend für Ausbildungsstätten, technische Schulen und Hochschulen.

MT-Koffer für die normgerechte Durchführung der Magnetpulverprüfung (Symbolbild)
Hier können Sie den Inhalt des MT-Koffers ansehen
Vorteile und Nachteile der Magnetpulverprüfung
Die Vorteile der Magnetpulverprüfung sind vor allem:
- Die Magnetpulverprüfung ist ein sehr empfindliches Verfahren; der Nachweis feinster Oberflächenfehler und oberflächennaher Fehler ist möglich.
- Die Anzeigen sind sofort nach der Magnetisierung und Anwendung einer Magnetpulversuspension sichtbar.
- Die Einsatzgebiete sind vielfältig, da die Anwendung nahezu unabhängig ist von Form, Größe, Oberflächenrauhigkeit und -beschaffenheit der zu prüfenden Werkstoffoberfläche.
- Es gibt zahlreiche stationäre und mobile Anwendungen.
- Durch die digitale Erfassung der Prüfparameter und Speicherung der Originalaufnahmen wird die Bearbeitung der Aufnahmen durch angepasste Bildverarbeitungsalgorithmen sowie die detaillierte Anlayse der Daten im Kontext mit dem Fertigungsprozess ermöglicht.
Nachteile der Magnetpulverprüfung:
- Die Anwendung ist nur bei ferromagnetischen Werkstoffen möglich.
- Nur Oberflächen- und oberflächennahe Fehler werden angezeigt.
- Eine Fehlertiefenaussage ist nicht möglich.
- Für das Magnetisierungsgerät ist ein Netzanschluss oder Batterien erforderlich.
- Der Prüfbereich muss zugänglich sein.
- Oberflächenbeschichtungen >50 µm müssen entfernt werden.
- Auflagen an Arbeitssicherheit wegen magnetischer Felder.
- Stationäre Anlagen und digitale Datenerfassungssysteme bedeuten anfangs eine hohe Investition.
Welche Anforderungen werden an das Prüfpersonal gestellt ?
Für die normgerechte Durchführung von Magnetpulverprüfungen wird meist nach DIN EN ISO 9712 geschultes und zertifiziertes Stufe 1 oder Stufe 2 Prüfpersonal gefordert. Entsprechende Schulungen DIN EN ISO 9712 werden im DGZfP Ausbildungszentrum Hamburg/Helling angeboten. Das dreistufige Qualifizierungssystem unterscheidet den:
Stufe 1 Prüfer:
Der Stufe 1 Prüfer ist qualifiziert, ZfP-Arbeiten nach Prüfanweisung unter Aufsicht von Stufe 2 oder Stufe 3 Personal durchzuführen.
Nicht dazu gehören:
- Auswahl der Prüfverfahren und Prüftechnik
- Selbständige Bewertung der Prüfergebnisse
Stufe 2 Prüfer:
Der Stufe 2 Prüfer ist qualifiziert, zerstörungsfreie Prüfungen nach aufgestellten oder allgemein anerkannten Verfahrensweisen durchzuführen und zu leiten.
Stufe 3 Prüfer:
Der Stufe 3 Prüfer ist qualifiziert, jede ZfP-Tätigkeit zu leiten, für die der Stufe 3 Prüfer zertifiziert wurde.
ZfP-Lehrgänge und weitere Informationen zur Zertifizierung von ZfP-Personal